
Внимание: Если технологическую заглушку полностью утопить в канал рубашки охлаждения, то извлечь ее оттуда будет крайне трудно или невозможно.
1. В блоке цилиндров имеются технологические отверстия. Они нужны для установки стержней, которые при отливке блока образуют внутри него полости. После отливки и разборки литейных форм эти отверстия закрываются заглушками. Заглушки, кроме технологического, имеют также и функциональное назначение, предотвращая разрыв блока при замерзании в нем охлаждающей жидкости.
2. Заглушки могут быть запрессованы или ввернуты в блок на резьбе Резьбовые заглушки можно вывернуть с помощью подходящего ключа (обычно они имеют либо шестигранный выступ, либо гнездо под ключ-шестигранник).
 |  |
Запрессованные заглушки обычно предоставляют собой круглые пластинки из листового металла. Для извлечения такой заглушки ударьте молотком через выколотку с тупым концом по краю заглушки, поверните ее а отверстии и вытащите плоскогубцами (рис. 15.2,а,б).
3. Удалите скребком со всех поверхностей блока остатки прокладок. Во время этой операции будете аккуратны - не повредите обработанные поверхности.
4. Снимите крышки коренных опор или картер (на V-образном двигателе) и извлеките вкладыши коренных подшипников. Наклейте на каждый вкладыш этикетку с указанием номера с поры и расположения - в блоке или в крышке, после чего отложите их в сторону.
5. Выверните из блока все резьбовые заглушки масляных каналов, Обычно заглушки ввернуты очень туго и вывернуть их бывает невозможно - в этом случае их нужно высверлить, а резьбу восстановить метчиком. При сборке двигателя вверните новые заглушки.
6. При значительном загрязнении блоке доставьте его на станцию обслуживания для обработки паром.
7. После возвращения блока из паровой очистки еще раз прочистите асе отверстия и каналы системы смазки. Для этой цели в продаже имеются различные специальные щетки. Промойте все каналы горячей водой, пока вытекающая вода не станет чистой. Тщательно просушите блок и смажьте все обработанные поверхности светлым жидким маслом для зашиты от коррозии. Если в Вашем распоряжении имеется сжатый воздух, используйте его для просушки и продувки каналов.
Внимание! При работе со сжатым воздухом защищайте глаза.
8. Если блок загрязнен не слишком сильно, его можно отмыть в теплом мыльном растворе жесткой щеткой. Не пожалейте времени на эту работу и выполните ее как можно тщательнее. Независимо от способа чистки, тщательно прочистите все масляные отверстия и каналы, просушите блок и смажьте все обработанные поверхности светлым жидким маслом.
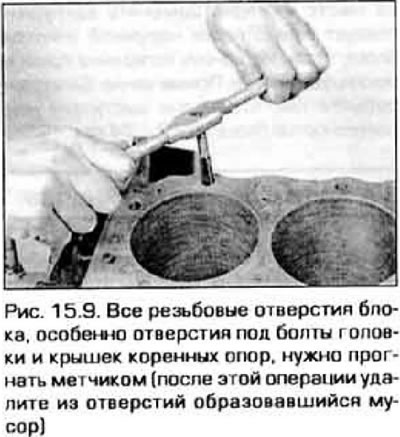
9. Для правильной затяжки соединений при сборке все резьбовые отверстия должны быть чистыми. Для удаления из отверстий коррозии, остатков резьбового уплотнителя и грязи, а также для восстановления поврежденных витков резьбы прогоните отверстия метчик ом нужного размера (рис. 15.9). Если есть возможность, продуйте отверстия после этой операции сжатым воздухом. Прогоните также плашкой резьбу болтов крапления головки цилиндров и крышек коренных подшипников.
10. Снова установите на место крышки коренных подшипников и закрепите их болтами от руки.
11. Покройте посадочные поверхности новых технологических заглушек подходящим незатвердевающим уплотнителем и установите их в отверстия блока (рис. 15.11). Следите за тем, чтобы заглушки плотно сели на место и не перекосились, иначе может возникнуть утечка охлаждавшей жидкости. Для запрессовки заглушек существуют специальные оправки, но можно обойтись и без них. подобрав подходящую торцевую головку или кусок трубы с обработанным торием.

12. Нанесите на резьбу новых заглушек масляных каналов и резьбовых технологических заглушек блока незатвердевающий уплотни те ль, вверните их на место и надежно затяните.
13. Если Вы не на мерены тотчас же начать сборку двигателя, накройте блок большим пластиковым мешком для зашиты от грязи.