
Внимание: Ако технологичният щепсел е напълно потънал в канала на охладителната риза, тогава ще бъде изключително трудно или невъзможно да го извадите от там.
1. В блока на цилиндъра има технологични дупки. Те са необходими за инсталиране на пръчките, които при леене на блока образуват кухини вътре в него. След отливането и разглобяването на формите тези отвори се затварят с тапи. Тапите, освен технологичните, имат и функционално предназначение, предотвратявайки счупването на блока при замръзване на охлаждащата течност в него.
2. Щепселите могат да се притискат или завинтват в блока на резбата.Резбовите тапи могат да се отстранят с подходящ гаечен ключ (обикновено имат или шестостенен ключ или шестостенна муфа).
 |  |
Пресовите тапи обикновено са кръгли пластини, изработени от ламарина. За да извадите такава тапа, ударете с чук през перфоратор с тъп край по ръба на тапата, завъртете го в отвора и го издърпайте с клещи (фиг. 15.2, а, б).
3. Отстранете останалите уплътнения от всички повърхности на блока със скрепер. По време на тази операция бъдете внимателни - не повреждайте третираните повърхности.
4. Отстранете капачките на главния лагер или картера (при V-образен двигател) и отстранете черупките на главния лагер. Етикетирайте всяка вложка с номера на порите и местоположението - в блока или в капака, след което ги оставете настрана.
5. Развийте всички резбови тапи на маслените канали от блока.Обикновено тапите се завинтват много здраво и е невъзможно да се развият - в този случай трябва да се пробият и резбата да се възстанови с кран. Когато сглобявате двигателя, завийте нови тапи.
6. Ако уредът е силно замърсен, занесете го в сервиз за пара.
7. След връщане на уреда от почистване с пара, почистете отново всички отвори и канали на системата за смазване. В търговската мрежа се предлагат различни специални четки за тази цел. Изплакнете всички канали с гореща вода, докато изтичащата вода стане бистра. Изсушете добре блока и смажете всички обработени повърхности със светло течно масло, за да се предпазите от корозия. Ако имате на разположение сгъстен въздух, използвайте го за изсушаване и издухване на каналите.
Внимание! Пазете очите си, когато работите със сгъстен въздух.
8. Ако блокът не е много замърсен, може да се измие в топла сапунена вода с твърда четка. Отделете време да свършите тази работа и я направете възможно най-внимателно. Независимо от метода на почистване, почистете добре всички маслени отвори и канали, подсушете блока и смажете всички обработени повърхности със светло течно масло.
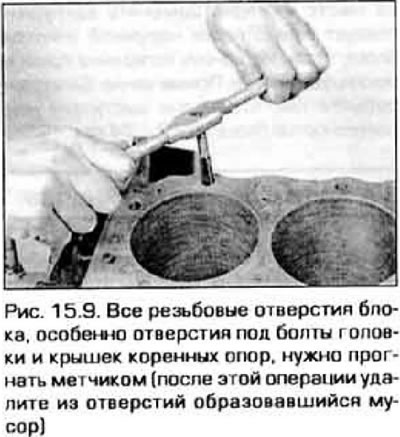
9. Всички отвори с резба трябва да са чисти, за да се осигури правилно затягане на връзките. За отстраняване на корозия, остатъци от уплътнител за резба и мръсотия от отворите, както и за възстановяване на повредени резби, забийте отворите с кран с необходимия размер (фиг. 15.9). Ако е възможно, издухайте дупките след тази операция със сгъстен въздух. Също така завийте резбите на болтовете на цилиндровата глава и капачките на главния лагер с матрица.
10. Поставете обратно капачките на основните лагери и ги затегнете ръчно с болтове.
11. Покрийте седалните повърхности на новите технологични тапи с подходящ невтвърдяващ се уплътнител и ги поставете в отворите на блока (фиг. 15.11). Уверете се, че щепселите прилягат плътно на мястото си и не се деформират, в противен случай може да възникне изтичане на охлаждаща течност. Има специални дорници за натискане на щепселите, но можете и без тях. вземете подходяща муфа или парче тръба с обработен торий.

12. Нанесете невтвърдяващ се уплътнител върху резбите на новите пробки на масления порт и технологичните тапи за монтаж с резба, завийте на място и затегнете здраво.
13. Ако не възнамерявате да започнете сглобяването на двигателя веднага, покрийте блока с голяма пластмасова торба, за да го предпазите от замърсяване.