
Pažnja: Ako je procesni čep potpuno uronjen u kanal rashladnog plašta, tada će ga biti izuzetno teško ili nemoguće izvaditi odatle.
1. U bloku cilindra postoje tehnološke rupe. Oni su potrebni za ugradnju šipki, koje prilikom lijevanja bloka stvaraju šupljine unutar njega. Nakon lijevanja i rastavljanja kalupa te se rupe zatvaraju čepovima. Čepovi, osim tehnoloških, također imaju funkcionalnu svrhu, sprječavajući lomljenje bloka kada se rashladna tekućina u njemu zamrzne.
2. Čepovi se mogu utisnuti ili zavrnuti u blok na navoj. Čepovi s navojem mogu se odvrnuti odgovarajućim ključem (obično imaju ili šesterokutni jezičak ili šesterokutnu utičnicu).
 |  |
Prešani čepovi su obično okrugle ploče od metalnog lima. Da biste uklonili takav čep, udarite čekićem kroz bušilicu s tupim krajem po rubu čepa, okrenite ga u rupu i izvucite ga kliještima (riža. 15.2, a, b).
3. Uklonite ostatak brtvila sa svih površina bloka strugačem. Tijekom ove operacije budite oprezni - nemojte oštetiti tretirane površine.
4. Uklonite poklopce glavnih ležajeva ili kućište radilice (na V-motoru) i uklonite glavne ležajeve. Označite svaki umetak brojem pora i mjestom - u bloku ili na poklopcu, a zatim ih ostavite sa strane.
5. Odvijte sve navojne čepove uljnih kanala iz bloka.Obično su čepovi zavrnuti vrlo čvrsto i nemoguće ih je odvrnuti - u tom slučaju ih je potrebno izbušiti i vratiti navoj pomoću slavine. Prilikom sastavljanja motora uvijte nove čepove.
6. Ako je jedinica jako zaprljana, odnesite je u servis na paru.
7. Nakon vraćanja jedinice s čišćenja parom, ponovno očistite sve rupe i kanale sustava za podmazivanje. U tu svrhu komercijalno su dostupne različite posebne četke. Ispirite sve kanale vrućom vodom dok voda koja istječe ne postane bistra. Temeljito osušite blok i podmažite sve obrađene površine svijetlim uljem za zaštitu od korozije. Ako imate na raspolaganju komprimirani zrak, njime osušite i ispuhajte kanale.
Pažnja! Zaštitite oči pri radu sa komprimiranim zrakom.
8. Ako blok nije previše prljav, može se oprati u toploj vodi sa sapunom i tvrdom četkom. Odvojite vrijeme za ovaj posao i radite ga što je pažljivije moguće. Bez obzira na metodu čišćenja, temeljito očistite sve rupe i kanale za ulje, osušite blok i podmažite sve obrađene površine tekućim uljem svijetle boje.
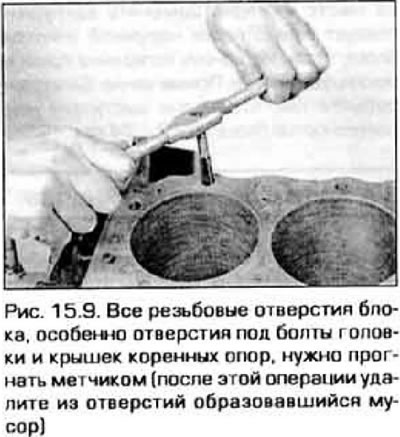
9. Sve rupe s navojem moraju biti čiste kako bi se osiguralo pravilno zatezanje spojeva. Za uklanjanje korozije, ostataka sredstva za brtvljenje navoja i prljavštine iz rupa, kao i za obnavljanje oštećenih navoja, izbušite rupe sa ohm slavinom željene veličine (riža. 15.9). Ako je moguće, nakon ovog postupka ispuhajte rupe komprimiranim zrakom. Također navucite navoje pričvrsnih vijaka glave cilindra i poklopaca glavnih ležajeva pomoću matrice.
10. Ponovno postavite poklopce glavnih ležajeva i ručno ih zategnite vijcima.
11. Premažite dosjedne površine novih procesnih čepova prikladnim brtvilom koje se ne stvrdnjava i ugradite ih u rupe u bloku (riža. 15.11). Uvjerite se da čepovi dobro prianjaju na mjesto i da se ne savijaju, inače može doći do curenja rashladne tekućine. Postoje posebni trnovi za prešanje čepova, ali možete i bez njih. odabir odgovarajuće utičnice ili komada cijevi s obrađenim torijem.

12. Nanesite brtvilo koje ne stvrdnjava na navoje novih čepova otvora za ulje i procesnih čepova sklopa s navojem, pričvrstite vijke na mjesto i čvrsto zategnite.
13. Ako ne namjeravate odmah početi sastavljati motor, pokrijte blok velikom plastičnom vrećicom kako biste ga zaštitili od prljavštine.