
Uwaga: Jeżeli korek procesowy jest całkowicie zatopiony w kanale płaszcza chłodzącego, to wyjęcie go z tego miejsca będzie niezwykle trudne lub niemożliwe.
1. W bloku cylindrów znajdują się otwory technologiczne. Są potrzebne do zainstalowania prętów, które podczas odlewania bloku tworzą w nim wnęki. Po odlaniu i rozmontowaniu form otwory te zamyka się zaślepkami. Korki oprócz technologicznych pełnią również funkcję użytkową, zapobiegając pękaniu bloku w przypadku zamarznięcia płynu chłodzącego w nim zawartego.
2. Korki można wciskać lub wkręcać w blok na gwincie Korki gwintowane odkręcać odpowiednim kluczem (zwykle mają zakładkę sześciokątną lub gniazdo sześciokątne).
 |  |
Zatyczki wciskane to najczęściej okrągłe blaszki wykonane z blachy. Aby wyjąć taką zatyczkę należy uderzyć młotkiem wybijak tępym końcem wzdłuż krawędzi zatyczki, przekręcić w otworze i wyciągnąć szczypcami (Ryż. 15.2, a, b).
3. Usuń resztę uszczelek ze wszystkich powierzchni bloku za pomocą skrobaka. Podczas tej operacji należy zachować ostrożność - nie uszkodzić obrabianych powierzchni.
4. Zdejmij pokrywy łożysk głównych lub skrzynię korbową (na silniku V) i wyjmij panewki łożysk głównych. Oznacz każdą wkładkę numerem pory i lokalizacją – w bloku lub w wieczku, a następnie odłóż je na bok.
5. Odkręcić wszystkie gwintowane korki kanałów olejowych z bloku.Zwykle korki są bardzo mocno wkręcone i nie ma możliwości ich wykręcenia - w takim przypadku trzeba je rozwiercić i gwintować kurkiem. Podczas montażu silnika wkręć nowe korki.
6. Jeśli urządzenie jest mocno zabrudzone, zanieś je do serwisu w celu odparowania.
7. Po powrocie urządzenia z czyszczenia parą należy ponownie wyczyścić wszystkie otwory i kanały układu smarowania. W tym celu dostępne są na rynku różne specjalne szczotki. Przepłukać wszystkie kanały gorącą wodą, aż wypływająca woda będzie czysta. Dokładnie osusz blok i nasmaruj wszystkie obrabiane powierzchnie jasnym, jasnym olejem w celu ochrony przed korozją. Jeśli masz do dyspozycji sprężone powietrze, użyj go do osuszenia i przedmuchania kanałów.
Uwaga! Chroń oczy podczas pracy ze sprężonym powietrzem.
8. Jeśli klocek nie jest zbyt brudny, można go umyć w ciepłej wodzie z mydłem za pomocą sztywnej szczotki. Poświęć trochę czasu na wykonanie tej pracy i wykonaj ją tak ostrożnie, jak to możliwe. Niezależnie od metody czyszczenia dokładnie wyczyść wszystkie otwory i kanały olejowe, osusz blok i nasmaruj wszystkie obrabiane powierzchnie jasnym płynnym olejem.
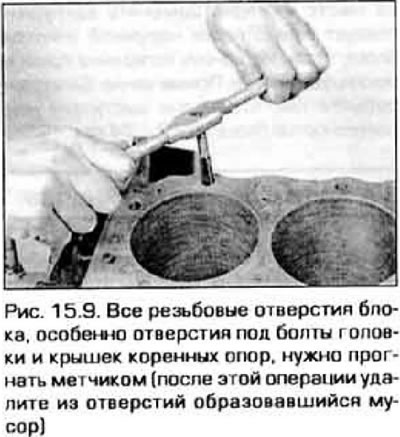
9. Wszystkie otwory gwintowane muszą być czyste, aby zapewnić prawidłowe dokręcenie połączeń. Aby usunąć korozję, pozostałości szczeliwa do gwintów i brud z otworów, a także przywrócić uszkodzone gwinty, wbij otwory za pomocą omomierza o żądanym rozmiarze (Ryż. 15.9). Jeśli to możliwe, po tej operacji przedmuchaj otwory sprężonym powietrzem. Za pomocą matrycy wbij również gwinty śrub mocujących głowicy cylindrów i pokryw łożysk głównych.
10. Załóż ponownie pokrywy łożysk głównych i dokręć je ręcznie śrubami.
11. Pokryj powierzchnie gniazd nowych korków procesowych odpowiednim nietwardniejącym uszczelniaczem i zainstaluj je w otworach w bloku (Ryż. 15.11). Upewnij się, że korki dobrze przylegają i nie wypaczają się, w przeciwnym razie może dojść do wycieku płynu chłodzącego. Istnieją specjalne trzpienie do wciskania korków, ale można się bez nich obejść. podnosząc odpowiednią głowicę gniazdową lub kawałek rury z przetworzonym torem.

12. Nałożyć nie twardniejące szczeliwo na gwinty nowych korków otworów olejowych i gwintowanych korków montażowych, wkręcić i mocno dokręcić.
13. Jeśli nie zamierzasz od razu przystępować do montażu silnika, przykryj blok dużą plastikową torbą, aby ochronić go przed zabrudzeniem.