
Пажња: Ако је процесни утикач потпуно утонуо у канал расхладног плашта, биће изузетно тешко или немогуће уклонити га одатле.
1. У блоку цилиндра постоје технолошке рупе. Они су потребни за постављање шипки, које приликом ливења блока формирају шупљине унутар њега. Након ливења и растављања калупа, ове рупе се затварају чеповима. Утикачи, поред технолошких, имају и функционалну намену, спречавајући ломљење блока када се расхладна течност у њему замрзне.
2. Чепови се могу притиснути или зашрафити у блок на навоју Чепови са навојем се могу одврнути одговарајућим кључем (обично имају или шестоугаони језичак или шестоугаону утичницу).
 |  |
Пресовани чепови су обично округле плоче од лима. Да бисте уклонили такав чеп, ударите чекићем кроз бушилицу са тупим крајем дуж ивице утикача, окрените га у рупу и извуците клештима (пиринач. 15.2, а, б).
3. Уклоните остатке заптивки са свих површина блока стругачем. Током ове операције, будите опрезни - немојте оштетити третиране површине.
4. Уклоните поклопце главних лежајева или кућиште (на В-мотору) и уклоните шкољке главног лежаја. Означите сваки уметак бројем пора и локацијом - у блоку или у поклопцу, а затим их оставите на страну.
5. Одвијте све навојне чепове уљних канала из блока.Обично су чепови веома чврсто зашрафљени и немогуће их је одврнути - у овом случају их треба избушити и вратити навој славином. Приликом састављања мотора, заврните нове утикаче.
6. Ако је јединица јако запрљана, однесите је у сервис на пару.
7. Након враћања јединице са парног чишћења, поново очистите све рупе и канале система за подмазивање. У ту сврху су комерцијално доступне различите специјалне четке. Исперите све канале топлом водом док вода која излази не постане бистра. Темељно осушите блок и подмажите све обрађене површине светлим уљем светле боје да бисте заштитили од корозије. Ако имате на располагању компримовани ваздух, користите га за сушење и издувавање канала.
Пажња! Заштитите очи када радите са компримованим ваздухом.
8. Ако блок није превише прљав, може се опрати у топлој води са сапуном са тврдом четком. Одвојите време да урадите овај посао и урадите га што је могуће пажљивије. Без обзира на начин чишћења, темељно очистите све рупе и канале за уље, осушите блок и подмажите све обрађене површине течним уљем светле боје.
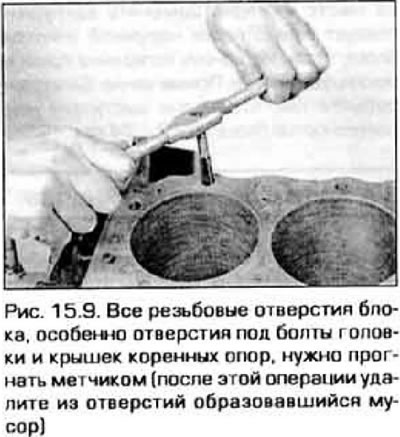
9. Све рупе са навојем морају бити чисте како би се осигурало правилно затезање спојева. Да бисте уклонили корозију, остатке заптивача навоја и прљавштину из рупа, као и да бисте обновили оштећене навоје, пробушите рупе омском славином жељене величине (пиринач. 15.9). Ако је могуће, након ове операције издувајте рупе компримованим ваздухом. Такође увуците навоје вијака за монтажу главе цилиндра и капица главних лежајева помоћу матрице.
10. Вратите поклопце главних лежајева и ручно их притегните вијцима.
11. Површине за седење нових процесних чепова премазати одговарајућим неотврдњавајућим заптивачем и уградити их у рупе у блоку (пиринач. 15.11). Уверите се да чепови добро пристају на своје место и да се не деформишу, иначе може доћи до цурења расхладне течности. Постоје посебни трнови за пресовање утикача, али можете без њих. узимајући одговарајућу наглавну главу или комад цеви са обрађеним торијумом.

12. Нанети нестврдњавајућу масу на навоје нових чепова отвора за уље и чепова за процес монтаже са навојем, зашрафити их и добро затегнути.
13. Ако не намеравате одмах да почнете са склапањем мотора, покријте блок великом пластичном кесом да бисте га заштитили од прљавштине.